

在当今竞争激烈的工业环境中,企业面临着提高生产效率和降低成本的双重挑战,准确可靠、高效稳定的生产配料是实现这一目标的必要环节。然而传统的工业配料系统往往受限于技术水平和管理模式,难以满足现代生产对高效、精准、灵活的要求。随着自动化、智能化和信息化技术的飞速发展,自动化智能配料控制系统的出现,解决了以往工业配料系统的问题,不仅大幅提升了生产效率和配料精度,还有效降低了成本,增强了科学管理能力。
传统工业配料系统存在诸多问题,例如:
1.配料速度和精度无法满足生产需求:人工或半自动配料方式,难以实现高速、高精度的配料作业,无法长期连续生产,影响生产效率。
2.无法满足多种物料配料控制需求:随着产品多样化,单一物料的配料系统已难以满足复杂配方的需求。
3.无法满足配方变换、调整的需求:企业需要快速调整配方时,而传统系统的反应速度较慢,难以实现快速调整。
4.物料可能会受到环境温度、湿度影响:物料性质因环境影响而变化,影响配料精度和有效性。
5.现场生产粉尘大,环境恶劣:由于某些原料具有特殊特性,在加工过程中易产生粉尘,这对操作人员的健康和生产环境构成了威胁。
6.信息传输不及时,管理和生产断层:传统配料系统缺乏有效的信息传输和处理机制,导致管理层难以及时掌握生产情况,管理和生产之间存在明显断层。
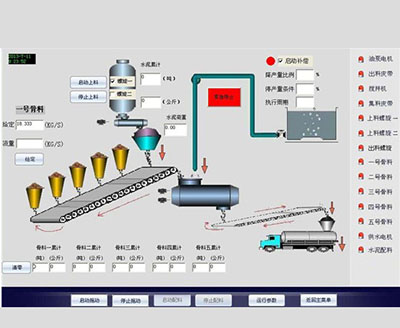
自动化智能配料控制系统是一种集自动化控制、持续输送、智能算法、数据分析、动态称重、计算机管理于一体的先进系统。它采用高精度传感器、智能控制器和先进算法,实现对某种或多种物料的准确计量、自动配料和实时控制。该系统具备以下功能特点:
·高精度配料:通过合理的工艺设计、稳定的机械配置以及高精度传感器和智能算法,确保配料精度达到行业领先水平。
·多物料控制:支持多种物料的配料,满足复杂工艺配方需求。
·灵活配方管理:支持配方的快速编辑、保存和调用,系统修改配方后,生产现场自动按照新的参数执行。
·定制工艺设计:可根据现场环境工况、物料特性、生产能力定制,如防尘工艺、不同输送方式的给料机等,减少现场粉尘污染、优化现场环境等。
·实时数据监控:提供实时数据监控和报表生成功能,便于管理层决策。
自动化配料控制系统的应用,有效解决了传统工业配料系统存在的一系列问题:
·提高了配料速度和精度,显著提升了生产效率和产品质量。
·支持多种物料和复杂配方的控制,满足了产品多样化的需求。
·实现了配方的快速调整和变换,增强了生产配方管理灵活性。
·通过环境感知和运行监测、设备监测、诊断分析,减少了环境因素对配料的影响,提高系统运行稳定性。
·优化了生产环境,降低了粉尘污染,维护了操作人员的健康。
·实现了信息的实时传输和共享,消除了管理和生产之间的断层,提高了整体管理效率。
自动化智能配料控制系统的出现,使得工业生产向更加高效、精准、智能的方向迈进。该系统不仅解决了传统工业配料系统存在的诸多问题,优化了生产流程,降低了成本,还增强了企业的科学管理能力,为企业带来了显著的经济效益。
最新资讯
 400-180-1266
400-180-1266 szgnxk
szgnxk 15862360172
15862360172 江苏苏州·工业园区
江苏苏州·工业园区
 联系我们
联系我们



工业计量行业服务解决商
- 客服热线:400-180-1266
- 客服手机:158-6236-0172
- Email:service@szgnxk.com
- 地址:苏州国际科技园创意产业园15栋406室
 官方微信
官方微信
苏ICP备19061938号